全跳动、同轴度、圆柱度是机械零件标注中常用的形位公差,对它们正确的选用能避免加工成本过高或检测不妥。同时它们也是易造成混淆的相似概念,本文就三者间的区别作一些比较与探讨,以期引起注意。
一、相同点
全跳动、同轴度、圆柱度的被测实际要素均为整段圆柱表面。它们的公差带均为圆柱区域。
二、不同点
A.定义上
同轴度是针对轴线而言,是对形体中位点的控制。
圆柱度、全跳动是针对半径而言,是对形体表面的控制。
B.指标上
同轴度是控制被测轴线相对基准轴线的平移、倾斜和弯曲的一项指标,属单一指标。
圆柱度是控制被测表面凸凹高低的一项指标,也属于单项指标。
全跳动是控制被测表面位置、方向与形状的综合性公差,属于综合指标。从一定意义上来说,全跳动包含了同轴度和圆柱度。
C.工艺上
同轴度主要受机床导轨的直线度、平行度及装夹精度等影响,常采用基准统一或互为基准的原则来保证。
圆柱度主要受刀具的磨损、工艺系统的刚度和热变形等的影响。
全跳动不但要考虑上述影响同轴度和圆柱度的因素,而且对机床主轴的回转精度也有较高要求。
D.检测上
同轴度要求很高的用打表或
三坐标测量仪检测,一般要求的同轴度实际常用刀口尺和塞尺来校准,多轴、多孔间有同轴度要求的用特制心轴(相当于塞规)或特制环规来保证合格与否。
F到圆柱度、全跳动只能通过打表或
三坐标测量仪来检测、校准和调整。
由于跳动度通常比较易于测量,并且较同轴度能更好地控制形体的形状(同轴度会忽略任何形状误差),因此测量时跳动度通常是一个较好的选择。行业内有句俗语“如有疑问,就用跳动”就是这个道理。
三、合理选用
A.若同一表面上标注了综合公差,一般不必再标注单项公差。若单项形位公差已能满足零件功能要求,一般应采用单项形位公差,这样比较直观且经济合理,但须注意单项值应小于综合值。
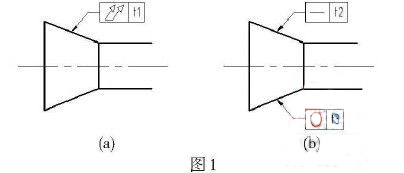
B.要便于测量。由于同轴度、圆柱度、全跳动的常规检测方式比较繁琐,在标注时要考虑到检测操作上的便利问题,特别是对于锥面的标注,可用圆度、直线度、圆跳动等来替代。
如图1中澡翔己特殊要求,对于图l(a)的全跳动要求可尽量采用图1(h)的方式标注(测不同截面的圆度及素线直线度)。
四、案例应用
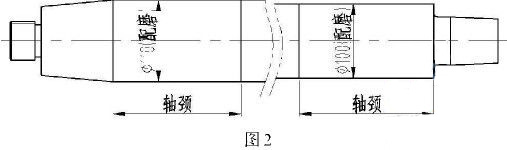
图2中,对实际生产中的某曲轴磨床砂轮架的主轴轴颈进行合理的形位公差标注:
工作要求分析:曲轴磨床砂轮架运用的是动静压轴承,理论上要求使用寿命超长,在正常使用条件下,应极少维修。因此,首先,主轴要求具有很高的回转精度,主轴径向跳动不得超出一定范围;其次,为使承载油膜的均化作用最大化,轴颈的圆柱度须控制严格;再次,由于一根主轴上有两处动静压轴承,对两处轴颈同轴度也有相应要求。通过以上解读可知,该主轴跳动度、圆柱度、同轴度的正确设计与制造直接关系到整套机床的加工精度、加工性能,并影响着其市场价位。
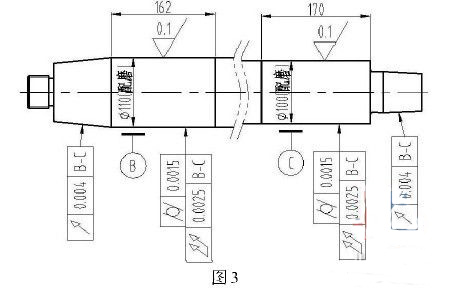
最终制定:根据《JB/T2617.2一1999曲轴磨床精度检验标准》,砂轮架主轴定心锥面径向跳动应≤5μm。结合实际加工主轴所用MGA1432A高精度万能外圆磨床所能达到的精度:¹采用自制开式中心架支撑主轴下母线和侧母线,轴颈处全跳动可控制到2.5协m左右;º采用自制带油槽顶尖、研磨B型中心孔等工艺措施提高中心孔和顶尖的配合精度,轴颈处同轴度、圆柱度均可控制到1.5协m左右;»考虑到车间质检处只有百分表和外径千分尺,同轴度不便测量,因此图纸上只标注全跳动和圆柱度(同轴度的控制实际上已包含在对全跳动和圆柱度的控制中)。
结果如图3:
实践生产中经摸索、总结,只要加强对工艺系统刚度的保证,以上形位公差的选取完全能够保证批量生产的加工质量。
通过对此三种有着相互联系的形位公差的粗浅分析,可以帮助我们针对不同的技术要求采用不同的工艺方法,更好的实现“优质、高产”的生产目的。